贵阳鑫恒泰实业有限公司
业 务:黄经理
手 机:153-4851-7080
业 务:田经理
手 机:139-8417-2695
座 机:0851-83897260
邮 箱:yewu@qingdaohengtai.com
网 址:www.gyxhtgs.com
地 址:贵州省贵阳市小河经济技术开发区开发大道乌江路39号
1 贵州钣金数控的加工方式
贵州钣金中对于钣金加工,主要有以下几种加工方式:
(1)单次冲压,即单次完成包括:圆弧分布、栅格孔等的冲压加工。
(2)连续冲裁,分为同方向和多方向,同方向的连续冲裁多采用模具重叠的方式进行加工,对于长形孔的加工尤为适宜。多方向的连续冲裁更适宜采用小模具进行大孔的加工。
(3)蚕食加工,采用小圆模、小步距进行弧形的连续冲制加工。
(4)单次或连续成形加工,单次成形是依照模具的性质进行浅拉伸一次成型的钣金加工,但是如果成型大于模具的尺寸,就需要采用连续成形的加工方式。
(5)阵列成形,此种加工方式适用于在大板上进行多个工件的加工,工件的类型可以相同也可以不同。
2 数控钣金加工的工艺特点
数控在钣金加工中应用,表现出独特的优势特点,归纳起来主要有以下几点:
(1)使用简单方便,投入成本较低。
在各类钣金零件的加工上有自身独特的优势,尤其对于形状复杂或者薄板部件的加工可自动完成零件的加工。可以根据图纸要求,对不同尺寸要求和形状要求的孔进行自动加工,也可以对较大的,各种形状的孔和轮廓曲线利用小冲模以小步距步冲的方式进行生产加工。加上结构简单的模具对于存在特殊加工工艺的钣金件,如:浅拉伸、翻边孔等也能够进行加工。与传统的冲压相比较来说,模具更加简单,加工范围广泛,加工能力显着提高,对于批量生产或者形式多样的产品加工来说尤为适合,这对于加工企业跟上市场发展步伐,满足产品需求是十分有利的,而且因为各方面费用的减少,使得企业的经济效益得到有效的提高。
(2)产品质量稳定,加工精度高。
对于钣金件的加工工件具有良好的平整度,冲切精度更高,而且毛刺兄啊,成形质量稳定,产品具有良好的一致性。【金属加工微信,内容不错,值得关注】
(3)有效提高生产效率。
采用自动控制系统,能够实现工件的小批量的加工以及不同零件的同时加工,而且加工速度快。因为减少了后面的处理等环节进行钣金件的数控集成式加工,大大提高了生产下来,降低了生产成本投入。
3 数控冲压的加工工艺
3.1 先下料, 后加工的加工工艺
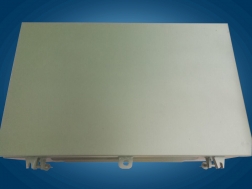
在进行下料时,首先需要对板材进行剪裁,按照零件的外形尺寸要求使用剪板机对板材进行裁剪下料,然后进行数控程序的编辑进入加工阶段。如图1所示的钣金件的加工,夹钳将板材夹持牢固后进行零件的加工,注意在下料时要对板材进行修边处理,四条边要有良好的垂直度,如果要加工的板料为长410mm,宽为400mm的矩形,在一张长为2500mm,宽为1250mm的大板材上可以加工出此种矩形板料18块,材料利用率在9%以下。如果零件单个下料的时间为30秒,则总共加工耗时为9分钟。在此过程中,需要一名工人将裁剪下料后的板材放置于冲床上进行加工,单个工件的加工需要6种模具并进行93次的冲压,再加上装卸工件的耗时,总合起来单个工件的加工需要1分钟时间。
3.2 冲压套裁加工工艺
直接在整个板材上进行排料,将18个零件整齐排列开来,利用冲床的长方模具将各个零件单独切断分开,但是主要为了预防零件的脱落,还要将微连接预留出来,使板材保持一个整体的状态。完成一次的装夹之后,零件之间有长方模具的存在,要充分考虑到模具的尺寸也就是零件间隙为5mm,材料的利用率在94%以下。此种加工工艺需要使用7种模具,比第一种工艺多使用了一套长方模具。在零件连接切断的加工过程中冲压长方模具360次,使得1件的加工冲压要达到2034次才能完成,整个过程需要12分钟的耗时。此种加工工艺方法相对来说零件精度较低,在迂回加工的过程中容易使机床的上下转盘之间有卷料的故障发生,加工存在安全隐患,因此在进行零件的切断加工中最好以低俗的状态进行。另外因为零件中存在微连接,加工完成后需要后期的对连接处进行毛刺的打磨处理。
4 数控钣金加工中存在的问题及对策
4.1 压伤
产生压伤的原因主要是物料表面存在杂物,或者在刀具或者刀盘转塔中有杂物存在,也可能是程序的设置不合理,刀具间隙过大等原因。对此,可用气枪或者碎布对表面的杂物进行清理,坚持道具或转塔中是否有杂物存在并进行清理。下模的间隙要根据板材厚度来进行合理的选择,对于研磨过的刀具要进行退磁处理。
4.2 划伤
产生划伤主要是因为物料上有划伤,或者工人在装卸料的时候摆放过程中有划伤,也可能是因为模具上有划伤引起的。对此,对于来料有严重划伤的不予采用,在装卸聊的过程中,最好有两名工人将物料垂直抬起或者放下。在进行毛刺打磨的时候,注意不要将工件叠在一起进行打磨,另外工件要整齐平稳的摆放,每层高度要适宜。【金属加工微信,内容不错,值得关注】
产生变形的原因主要有过低的模具下模,模具见距离太近互相有影响,在制作过程中产生变形等。对此类原因引起的变形,可将下模高度增加,注意两个高的下模不能在一起安装。冲切位置与夹爪有一定的距离。尽可能的用多孔刀进行网孔的冲制加工。另外可对加工顺序加以调整,先进行切边然后再进行冲网孔的加工。
5 结语
数控在钣金加工中的应用,为钣金的加工制造开辟了一条新路,使机床钣金加工有了更广泛的加工范围和发展前景。贵州钣金随着数控技术的发展,钣金加工计算及加工设备也朝着联动和复合加工的方向发展,数控系统呈现出智能化、科学化的发展趋势,为我国的加工制造业的发展充分发挥作用。